铸铁平板整体规格与铸铁检验平台挤压压力铸造
- 2024-07-30 08:32:30
- 来源:铸铁平台
- 作者:付丽馨
- 0
- 0
- 添加收藏
铸铁平板的整体规格大为4米×8米,大于此规格可以多块拼接,使用磨损后,可以重新修刮恢复其精度,可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度铸铁平板的铸铁质量和热处理质量对平板使用性能产生较大影响,或因残存较大内应力使工作面变形;或因不使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板 注意铸铁材料的选择,采用时效处理等方法消铸铁平板的残余应力。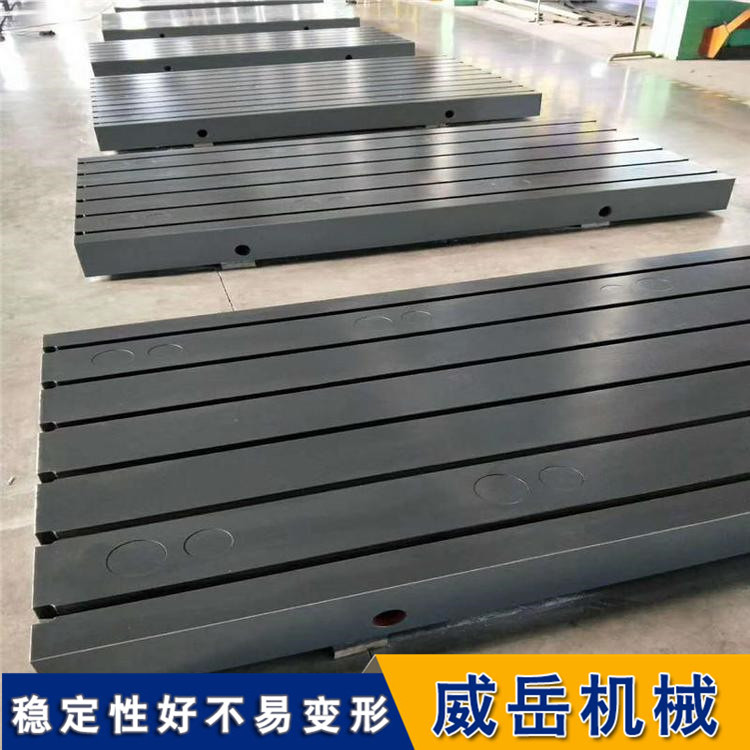
铸铁平板按结构分为筋板式和箱体式;按用途分为检验平板、划线平板和压砂平板;按准确度级别分为00、0、1、2、3级平板,其中2级以上为检验平板,3级为划线平板。铸铁平台(平板)的主要的材质为:强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3 年)使用该产品 的精度稳定,耐磨性能好。对于铸铁试验平板来说,想要改平台的内在质量,金属热处理是机械制造中的重要工艺之一,铸铁测量平板及床身类铸件产品作为一种大型铸件须要经过热处理才能提高本身的使用性能。
铸铁检验平台的挤压铸造和压力铸造的不同点是:将预热后的预制块放入预热的铸型中,在重力下浇入液态金属或合金,然后在压头作用下使液体渗入预制块,液态金属在压力下凝固。有人用这种方法制取a1203短纤维锌基复合材料。日本有人直接将碳及玻璃颗粒放入铸型,然后压头作用在锡液上使金属体挤入铸。
不少人对复合材料的挤压铸造在理论上做了深入探讨。储在利用挤压铸造制造碳纤维增强a356复合材料时特别研究了合金的凝固过程。发现在浇注温度高时其凝固发生在整个浸渗过程之后。由于模具和纤维的激冷作用,初生铝固溶体相在纤维间隙开始形核并逐渐向纤维表面长大;而共晶硅相则是依附在碳纤维表面形核及长大。并发现,随凝固冷速度的降低,共晶硅相的形态由蠕虫状向针状,块状转变。
在挤压阶段,采用10t油压机,压力为91MPa左右.铸造与挤压铸造结合起来,将重量比为铝合金的0.03~0.06的包镍铜石墨粉加入到液固合金浆液中,然后将其迅速挤压成轴承毛坯.搅拌器表面涂有耐热矾土水泥,转速为400~1500r/min。挤压设备为YA32-100型挤压机,加压速度为7mm/s。