

信息内容
自定义HTML内容
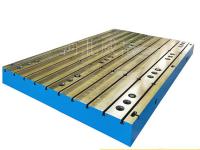
对于铸铁地轨整体制造的砂芯,易于保证铸铁地轨的精度,芯盒工装的数目较少,铸铁地轨砂芯的强度和刚度较高,但是,当砂芯尺寸过大、形状复杂时,制芯、烘干、下芯、合箱、检查尺寸及砂芯的
 排气都不太方便,因此铸铁地轨生产中常常分成两个或者数个砂芯来制造。砂芯分块的一般原则是:使制芯到下芯的整个过程方便, 铸铁地轨内腔尺寸对,铸铁地轨不会造成气孔等问题,使芯盒结构简单。
排气都不太方便,因此铸铁地轨生产中常常分成两个或者数个砂芯来制造。砂芯分块的一般原则是:使制芯到下芯的整个过程方便, 铸铁地轨内腔尺寸对,铸铁地轨不会造成气孔等问题,使芯盒结构简单。(1)保证铸铁地轨内腔的尺寸精度铸件内腔尺寸精度要求较高的部位,应由同一砂芯形成,一般不宜分割成几个砂芯。但对于大型砂芯,为保证铸铁地轨某一部分的精度,有时也将砂芯分块。对于手工造型时的大砂芯,为保证500mmx400mm长方形孔四周壁厚均匀并提高精度,需将砂芯分块。
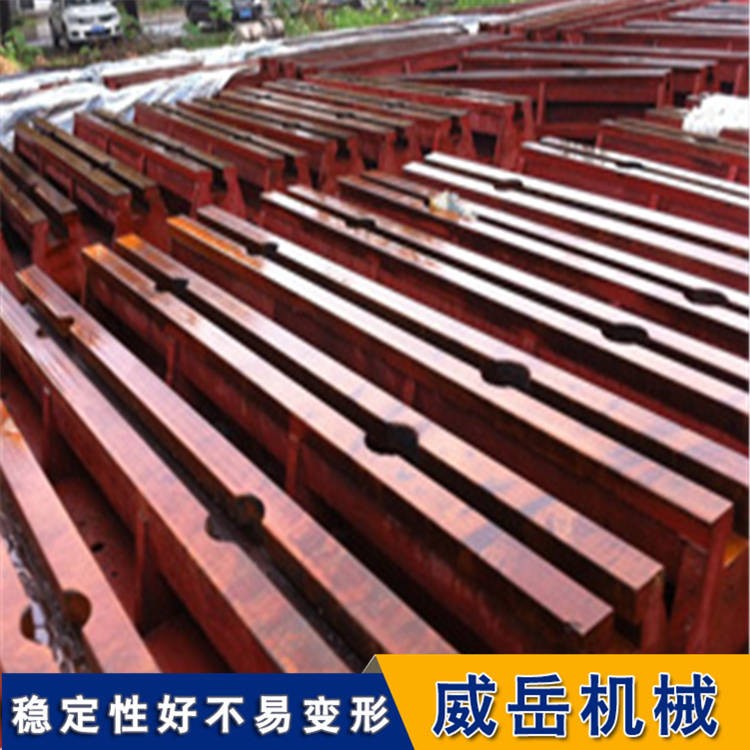
(2)保证铸铁地轨制芯及烘干操作方便为了简化复杂大型铸件内腔的砂芯形状,应把复杂的大砂芯分割成数块。这样能使每块砂芯形状简单,而且简化了芯盒结构和制芯工艺,也缩短了铸铁地轨砂芯烘干时间。细而长的砂芯应分成数段,并设法使芯盒通用。砂芯上的细薄连接部分或悬臂凸出部分应分块制造,待烘干后再粘接装配。有的铸铁地轨砂芯尺寸并不大,但内腔比较复杂,如不进行分割就无法制芯。
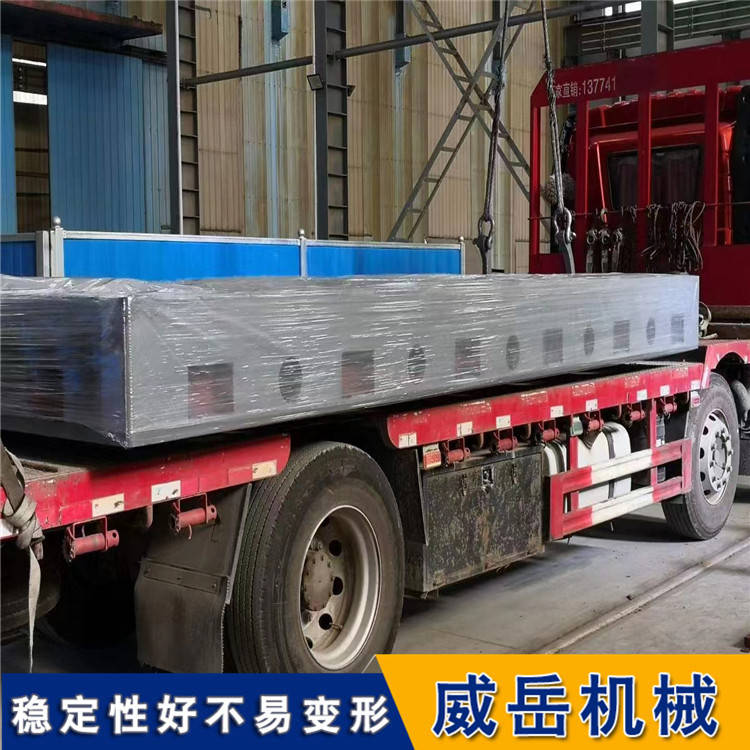
(3)保证铸铁地轨芯盒捣砂面宽敞且砂芯烘干支撑面尽量为平面对于进炉烘干的大铸铁地轨砂芯或外形复杂的砂芯,常沿大截面将其分为两半进行制作,这样既可以使捣砂面宽敞,便于向铸铁地轨芯盒内安装芯骨和填砂,又可获得平直的烘干支撑面。烘干砂芯的几种方法,:结构单一,通气性好且价廉,砂胎支撑烘干法不对也不方便,成型烘干器烘干法虽对、简便,但成型烘干器结构复杂、昂贵且维修工作量大。
铸铁地轨垂直芯头直立放置在铸型中的芯头称为垂直芯头,包括上、下芯头的高度hi、h,斜度α、间隙S等参数,以及压环和集砂槽等结构。垂直芯头一般有上、下芯头,上、下芯头的高度可以设计成相等,即h=h。有时为了上箱合箱方便,上芯头可以比下芯头短一些, 即h<h,也可以不做出上芯头,即h=0。为了下芯及合箱方便,铸铁地轨上、下芯头须具有一定的斜度a,且上芯头的斜度应比地轨下芯头大。如果没有斜度,则安放砂芯时稍有偏斜, 合箱过程中就会压坏砂芯和铸型。
芯头与芯座之间有一定的间隙S。正确地选择地轨芯头与芯座之间的装配间隙是非常重要的,因为芯头间隙影响铸件精度以及合箱、铸铁地轨/下芯的方便性。间隙越大,下芯、合箱越方便,但铸件精度较差;间隙越小,下芯、合箱越困难,甚至铸铁地轨芯头不经修磨就无法下到芯座里。在机械化生产时,要求正确选择芯头间隙,使芯头不经修磨就能装配,且有一定的互换性。铸铁地轨手工造型中,在难以起模的位置,一般尽量用模样活块取代砂芯。这样做虽然会增加铸铁地轨造型工时,但却可以节省芯盒、制芯工时及费用。